

【飞秒激光微加工技术展望】
超短、超强和高聚焦能力是飞秒激光的3大特点。飞秒激光脉宽可短至4fs(1 fs=10-15 s)以内,峰值功率高达拍瓦量级(1 Pw=1015w)聚焦功率密度达到1020-1022 W/cm2。飞秒激光可以将其能量全部、快速、准确地集中在限定的作用区域,实现对玻璃、陶瓷、半导体、塑料、聚合物、树脂等材料的微纳尺寸加工,具有其它激光加工无法比拟的优势:①耗能低,无热熔区,"冷"加工;②可加工的材料广泛:从金属到非金属再到生物细胞组织,甚至是细胞内的线粒体;③高精度、高质量、高分辨率,加工区域可小于焦斑尺寸,突破衍射极限;④对环境没有特殊要求,无污染。飞秒激光微加工是当今世界激光、光电行业中极为引人注目的前沿研究方向。世界各国学者在飞秒激光与材料相互作用机理研究方面已取得重大的进展,开发出以钛宝石激光器为主的飞秒激光微加工系统,开展了飞秒激光微纳加工的工艺研究,促进了多学科的融合,推动着飞秒激光微纳加工技术向着低成本、高可靠性、多用途、产业化的方向发展。飞秒激光微加工技术将在超高速光通讯、强场科学、纳米科学、生物医学等领域具有广泛的应用和潜在的市场前景。
一、国内外飞秒激光微加工技术研究状况
1-1、飞秒激光微加工基础理论的研究
飞秒激光加工机理的研究、试验大多是探索陛的,多与长脉冲情形相比较而确定飞秒激光的烧蚀特性,在一定程度上解释了飞秒激光与物质相互作用的物理本质。目前理论研究较系统的材料有金属和透明介质。
(1)金属前苏联Anisimov SI等人于1975年第一次提出了超短脉冲烧蚀金属材料的双温模型。该模型从一维非稳态热传导方程出发,考虑到超短脉冲作用时,存在光子与电子、电子与晶格两种不同的相互作用过程,列出了电子与晶格的温度变化微分方程,即双温方程。一些学者以该模型为基础,在不同的激光脉宽下对双温方程进行约化,求得解析。发现当激光脉宽远远小于晶格的受热时间时,烧蚀时间不依赖于激光脉宽。试验得到的金属铜材料的烧蚀速率与双温模型基本一致。1999年,Falkovsky L A和Mishchenko E G基于玻尔兹曼方程和费米狄拉克配分函数提出热电子爆炸模型来描述金属材料中的超快形变。2002年,chen J K等人综合双温模型及电子爆炸模型,假定单轴应变三维高压条件,提出了一系列相关联的瞬时热弹性变形方程。数值结果表明,超短激光脉冲烧蚀过程中,非熔融态损伤占支配地位,这种非熔融态损伤的主要动力来源于热电子爆炸力。
(2)透明介质 1990年,Hand D P和RusseU P St J根据K-K(Kmmers-Kronig)因果关系提出了色心模型,该模型的前提是假设光敏效应产生于缺陷处局域电子的激发。在一定范围内解释了折射率变化的原因。但RusseU、Williams等人分别通过吸收光谱测量及进行K.K变换发现得到的折射率变化与实验结果有两个数量级的差异。随后有学者提出了偶极模型、压力模型、应力压缩模型等。1997年,哈佛大学Maur E领导的小组研究了飞秒激光在熔融SiO2、BK7光学玻璃等透明材料内部产生的微爆炸现象。除化学气相沉积金刚石外,均导致了直径为亚微米的立体像素,通过分析表明:飞秒激光在透明介质中引发的强烈自聚焦效应使激光焦斑尺寸小于衍射极限,微爆炸形成一个微腔,腔周围是高密度材料。2002年,德国Henyk M等人分析了飞秒激光烧蚀蓝宝石,表明烧蚀的基本过程是由于表面爆炸即库仑爆炸所引起的。另外,该小组还研究了飞秒激光烧蚀NaCl及BaF2等宽带隙晶体材料,同样证实了库仑爆炸的合理性。2003年,Egidijus Vanaga8等人采用纳焦能量的飞秒激光在硼酸硅玻璃形成丘状纳米结构,烧蚀机理与库仑爆炸相一致。丘状烧蚀物没有明显的熔融和环形凹痕,受损部位的横向尺寸小于聚焦样品表面的焦斑4至5倍,这与多光子效应所导致的破坏机理相一致。总之,关于飞秒激光与材料相互作用的物理机制, 目前还没有一个统一的看法,这个问题仍然是未来研究的热点。
1-2、飞秒激光微加工系统的发展现状
飞秒激光出现以来,啁啾脉冲放大、以钛宝石晶体为主的增益介质、克尔透镜锁模。和半导体可饱和吸收镜等技术促使着它从染料激光器发展到自启动克尔透镜锁模激光器,以及后来的二极管泵浦全固态飞秒激光器和飞秒光纤激光器。为满足科研和生产进一步发展的要求,国内外学者仍然致力于飞秒激光器研究,纷纷搭建起微加工系统。飞秒激光系统由振荡器、展宽器、放大器和压缩器4部分组成。表1是近年来国内外最具有代表性的飞秒激光器、微加工系统。从表l可以看出:①输出脉宽大约几百飞秒,真正短到几飞秒的甚少,因而平均功率较低,限制了它在商业中的应用,生产效率较低;②工作稳定性提高,寿命延长,如畅销全球的CPA-21××系列的种子光有20年的平均无故障时间;③实现MHz的重复频率输出;④可调谐波长范围变广,加工精度、光束质量较高;⑤利用它的超快特性,逐渐实现三维精细加工。但飞秒激光系统在小型化、可调可控性、实用性、全光纤等方面还有很大的发展空间。
另外,对比国内外的发展状况,可以看出国内存在的差距:①国内生产飞秒激光器、微加工系统的知名公司较少;②完全用国产元件搭建的飞秒激光系统甚少;③国内飞秒激光微加工基本上停留在实验室研究阶段,真正用于超快、微加工领域实际生产的极少。
2、飞秒激光微加工技术的应用
2-1、飞秒激光加工微结构
基于能量高度集中、热影响区小、无飞溅无熔渣、不需特殊的气体环境、无后续工艺、双光子聚合加工精度可达0.7μm等优势,飞秒激光在诱导金属微结构加工应用方面和精细加工方面都取得了很大的进展。
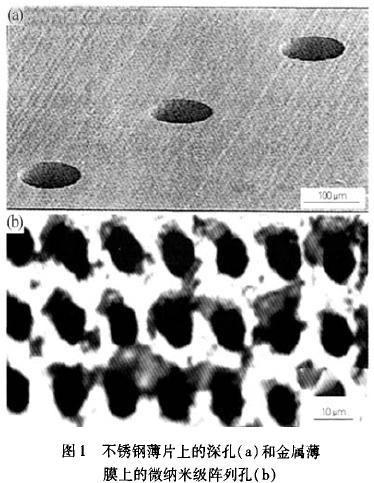
(1)孔加工在1mm厚的不锈钢薄片上,飞秒激光进行了具有深孔边缘清晰、表面干净等特点的纳米级深孔加工(如图1a);在金属薄膜上,钛宝石飞秒激光加工制备出了微纳米级阵列孔(如图1b),孔径最小达2.5μm,孔直径在2.5~10μm间可调,最小间距可达10μm,很容易实现10-50μm间距调整。
(2)金属材料表面改性1999年,德国汉诺威激光中心Nolte S等人首次报道了结合钛宝石飞秒激光三倍频光(260 nm)和SNOM(扫描近场光学显微镜)在金属镉层制出了线宽仅200 nm的凹槽。为以后的无孔径近场扫描光学显微镜(ANSOM)取代SNOM奠定了基础,获得了高达70 nm的空间分辨率,开拓了远场技术在纳米范围下的物理化学特性以及输运机制的研究。
(3)金属纳米颗粒加工 自1993年Henglein A等人首次利用激光消融法制备金属纳米颗粒以来,许多研究小组制备出高纯度、粒度分布均匀的金属纳米颗粒。Link H等人进一步控制飞秒激光的能流密度和照射时间,将金属纳米棒完全融化为金属纳米点。与其它激光脉冲相比,飞秒激光改变的金属颗粒尺寸大小和特定形状,使金属纳米颗粒特别是贵金属(Au、Hg、Pt、Pd等)在催化、非线性光学、医用材料科学等领域具有广阔的应用前景。
(4)金属掩模板加工 新加坡南洋科技大学Venkatakrishnan K等人利用飞秒激光直写方法制作了以金属薄膜为吸收层、石英为基底的金属掩模板,并将前入射与后入射两种方案作了比较,发现采用前入射的方法能够得到更小的特征尺寸和好的边缘质量。并且利用飞秒激光超衍射极限加工有效地修补了金属镉掩模板的缺陷,修复的线宽达到小于100 nm的精度。目前构建的飞秒激光修正光掩模板工具已在IBM的柏林顿、佛蒙特州的掩模制作设备中运行。这对微电子技术的发展将具有重要意义。
(5)复杂的微结构加工①耐热玻璃上的水渠道结构(图2),边缘质量较好。但结构的精确性、表面和底端形态还有待改进;②光敏树脂里面制作的世界上最小的人造动物模型:10μm长,7μm高的公牛;③ScR500树脂内制备的约10μm的微型金字塔和房子模型;④光刻胶上飞秒双光子聚合(Two-Photon P01ymerization:TPP)的微型蜘蛛和恐龙模型(图3)等。


这些都为飞秒激光加工将在高密度内联接印刷电路板、MEMS制造、微纳米过滤技术中具有良好的工业应用前景奠定了基础。
2-2、光通信领域
光通信的高速率、大容量和宽带宽的发展方向,要求光电器件的高度集成化。而集成化的前提是光电器件的微型化。因此,光电器件的微型化是当前光通信领域研究的前沿和热点。近年来,相比传统的光电技术,飞秒激光微加工技术将成为新一代光电器件的制造技术。国内外学者在光波导的制备技术等诸多方面进行了有益的探索,取得了很大的进展。
(1)光波导的制备光波导易于和光纤通信系统耦合且损耗小,在频域中呈现出丰富的传输特性,成为光纤器件的研究热点。与离子注入法和热扩散型离子 交换法等目前常用的制作方法相比,飞秒激光制作波导在室温环境下进行,过程简单,波导结构在高温时仍 能保持良好的质量和稳定性。美国学者用飞秒激光 制备的增益光波导长1 cm,可产生3 dB/cm的信号增益。大阪大学的Watanabe W等用85 fs、重复 频率l kHz、单脉冲能量1.5 μJ的钛蓝宝石激光制作 的多模干涉波导阵列,实现了高阶模输出。目前, 利用计算机精密控制飞秒激光加工平台,可以在材 料内部的任意位置制得任意形状的二维、三维或单模光波导。
(2)光栅的制备光栅在光通讯、色散补偿、光纤 传感等领域中发挥着不可替代的作用。光产业的发展,对光栅提出了更高的要求:①不同几何形状排列, 如六角阵列光栅;②在光纤内部刻划,如Bragg(布拉格)光纤光栅。传统加工方法工序繁杂、制作的光栅稳定性差、寿命短。而飞秒激光微加工克服了这些缺点,永久性改变折射率,改变量高达0.05,实现直接刻划,顺应了现代光栅微型化和多样化的发展趋势。Mihailov S等人采用钛宝石飞秒激光在掺锗通信光纤纤芯上获得的反射Bragg光栅,具有折射率调制范围广,温度稳定性高的特点。
(3)光子晶体的制备光子禁带和光子局域是光子晶体的两大特征,使其极有可能取代大多数传统的光学产品。但是微米甚至亚微米级三维复杂光子晶体的制备技术是急需解决的关键问题。飞秒激光双光子聚合法灵活,加工精度高,是制备光子晶体的理想选择。Sun H B等人采用飞秒激光制出任意晶格的光子晶体,它能单独地为单个原子选址。serbin J等人采用飞秒激光双光子聚合得到结构尺寸小于200 nm,周期为450 nm的三维微结构和光子晶体㈣J。Markus Deubel采用飞秒激光直接扫描法制出应用于无线电通信的三维光子晶体。国内的戴起勋等制出杆、层间距均5μm,共4层,分辨率为1.1μm的层状木堆型光子晶体(如图4)。

(4)光存储使用高分辨率存储材料无疑会增加记录密度,而采用超短激光进行亚微米级操作会得到更好的效果。飞秒激光多光子吸收作用引起材料的永久性光致还原现象,为超高密度三维立体光存储提供了一个全新的思路,存储密度可达1013bits/cm3。其特点:①快速的数据读、写、擦写、重写;②并行数据随机存取;③相邻数据位层间串扰小;④存储介质成本低。飞秒激光三维立体光存储技术成为当前海量存储技术发展的一个新研究方向。
(5)微通道的制备聚合物力学性能好,具有生物相容性,而且飞秒激光光束几乎可以毫无衰减地到达透明材料内部的聚焦点,入射激光唯有在该点位置才能获得较高的功率密度,发生非线性多光子吸收和电离,实现材料内任意部位三维微结构的直写。采用150 fs钛蓝宝石脉冲激光在聚甲基丙烯酸甲脂(Polymethyl Methacrylate:PMMA)内制备出最小直径2μm、最长达10 mm的微通道(如图5),道壁光滑且没有裂纹,没有损坏透明材料表面,这种微通道将广泛用于生物医学技术如DNA拉伸、微统计分析系统等。

2-3、生物医疗领域
飞秒激光具有"冷"加工、能量消耗低、损伤小、准确度高、三维空间上严格定位的优点,最大限度地满足了生物医疗的特殊要求:①手术风险低,可对同一患处进行多次手术,治疗愈合周期短;②相比传统手术刀,医源性感染少;③"全激光"手术,无刀胜有刀,精确度高;④无痛,无并发症。
目前,在此方面取得的研究进展有:①在牙齿、隐形眼镜上钻孔,边缘干净、无损伤;②非热性手术切割烧蚀脑组织样品b51;③纳米切割人体染色体;④制作血管支架,力学性能好,可望解决血管再狭窄问题,即治疗冠心病;⑤飞秒激光飞行质谱DNA排序;⑥飞秒激光激发的荧光显微术对小鼠植入前胚胎内细胞中的钙信号和染色体实现真正的三维、四维实时成像。等。最具有现实意义的是美国INTRALASE公司的Intmlase飞秒激光,可以按任何角度、形状设计制作光滑而且厚度均匀一致的角膜瓣,精确到±10μm。至今Intralase飞秒激光的LASIK手术已经超过30万例,临床统计它的精度要超过传统角膜刀100多倍。IntraLase"飞秒激光"的出现,使人类第一次在眼角膜手术上离开了手术刀,真正实现了"全程无刀手术"。现在科研者正努力将其用于青光眼及白内障等手术中。在生物医学中,飞秒激光仅局限为一种外科手术工具,要想将其广泛用于医学诊断、生物活体检测、蛋白质分析等方面,还有许多技术层面上的问题需要研究和解决。
此外,飞秒激光微加工技术在一些特殊领域具有 广阔的应用前景:①钻孔、切割高热导性、高熔点金属 (如铼、钛等)和高硬度金刚石。②安全切割一些高爆 危险物品如:LX-16、TNT、PETN、PBx等,避免了长脉冲激光线性吸收、能量转移和扩散等的影响,断面处没有炸药熔化和反应的痕迹。但在研究切割雷管时,由于热感度较高,处理过程中发生了爆炸H1|,应该深入研究分析,使之能够被安全切割。③利用飞秒激光观测分析物理化学反应本质,有望控制核聚变,以获得可控的无污染核聚变能源。④将光频与波频联系起来的飞秒光梳技术,为更精确的频率机构一光钟的诞生铺平了道路。
3、展望
飞秒激光微加工还处于起步阶段,该技术的发展和应用还需解决一系列的关键技术问题:(1)目前没有形成一套完整的理论来解释:在超快、超短、超强的极端条件下,激光与物质相互作用的物理本质;(2)加大力度投资生产飞秒激光器、微加工系统,将其体积进一步小型化;改善其微加工的工作环境,延长其寿命等;(3)针对飞秒激光微加工的特性以及被加工材料的属性,开发模型设计的软件,对加工过程进行模拟和仿真,实现最佳参数加工;(4)飞秒激光微纳加工应用现阶段都只局限于实验室阶段,尽快探索其产业化途径,解决一些在能源、材料、环境、航天以及国防方面国家急需解决的问题;(5)降低加工成本,实现高效率生产,以满足市场需求。
可以肯定,随着工业需求的扩大和技术的进步,飞秒激光微加工技术将会变得越来越成熟,它将会不断地开辟新的研究领域,具有广阔的应用前景。